Explore the four decisive quality parameters for roll-formed roofing sheets. Learn actionable steps, common pitfalls, and review a case of quality turnaround.

4 Critical Parameters That Impact Roofing Sheet Quality in Roll Forming
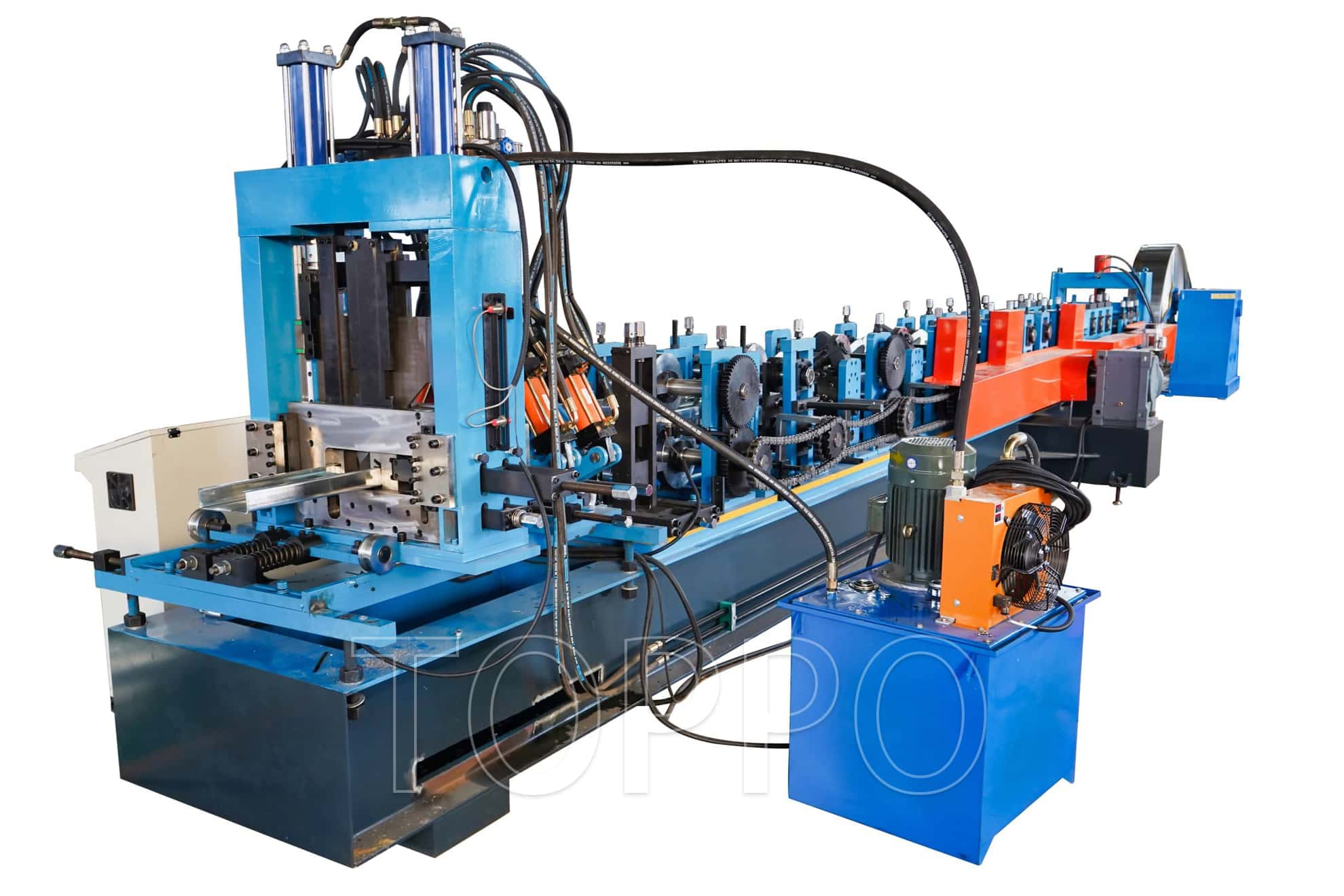
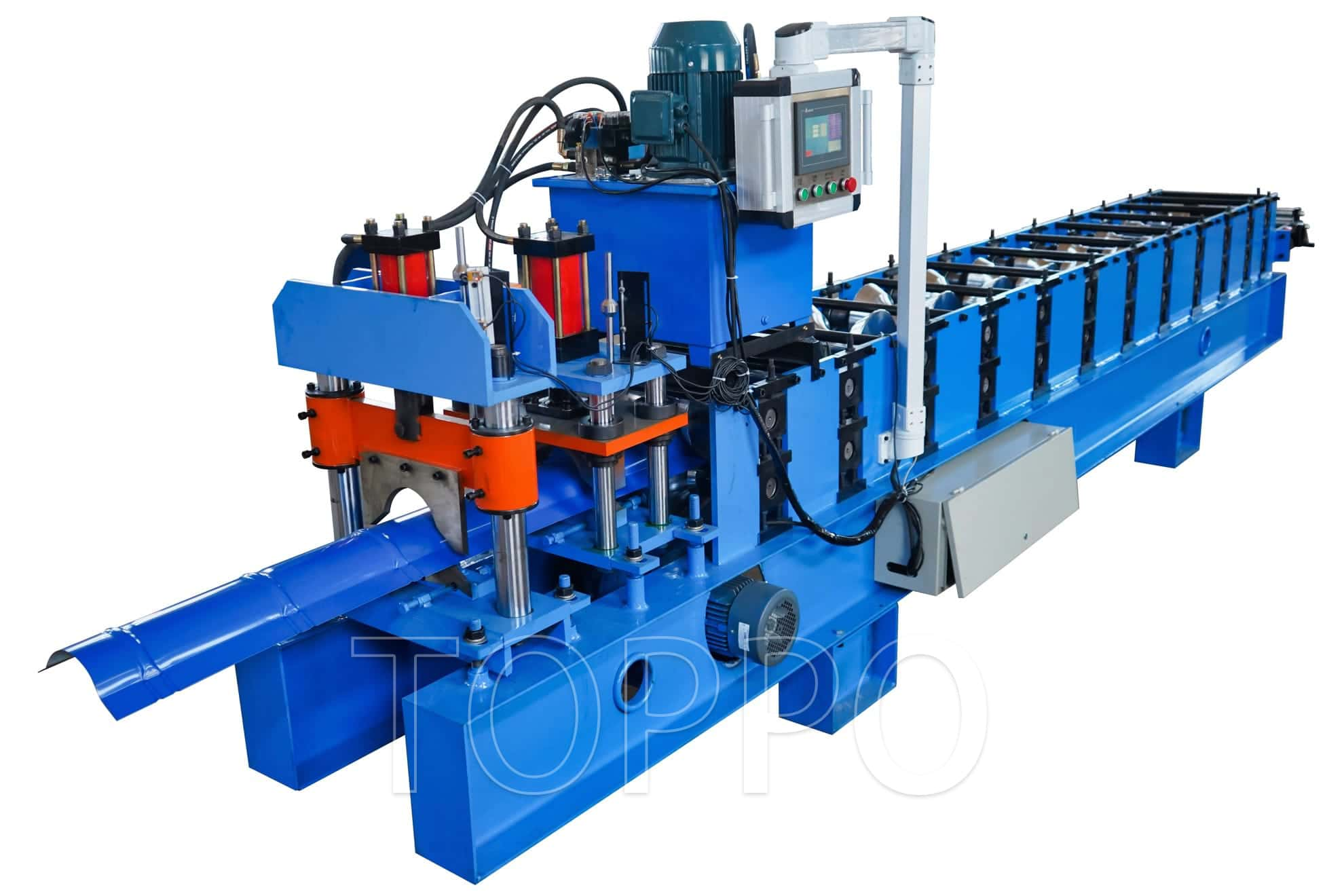
Consistent roofing sheet quality begins with tight control of four core production parameters—especially on a Tr4 color steel metal roof trapezoidal roll forming machine. Here’s how to master each step and avoid common errors.
1. Material Thickness Accuracy
Quality starts at coil loading. Measure and log every coil before feeding into the roof panel making machine. Even minor thickness variations can cause profile distortions or weak points on the finished product. Fit each trapezoidal roll forming machine with in-line thickness gauges.
2. Roller Precision and Adjustment
Set and check roller positions frequently on your Tr4 color steel metal roof trapezoidal roll forming machine. Any drift from specification can lead to visible defects, edge waviness, or cracking. Use digital tools for accuracy and schedule calibration checks after major maintenance.
3. Production Line Speed and Synchronization
Stable, synchronized line speed is essential for uniform output. Automate line speed adjustments on your roof panel making machine to match feed and avoid over-stressing sheets through the trapezoidal roll forming machine. Speed fluctuation is a top cause of inconsistent panel length and finish.
4. Temperature and Lubrication Practices
Ensure consistent temperature and proper lubricant use on the Tr4 color steel metal roof trapezoidal roll forming machine. Overheated dies or lack of lubrication quickly degrade finish quality and tool life. Train operators to spot overheating and replenish lubricant on schedule.
Common Mistakes to Avoid
Overlooking thickness checks after coil changes
Improper roller reinstallation post-service
Running at excessive speeds to rush orders
Skipping daily temperature/lubricant checks
Case Study: From Defects to Excellence
An Asian roofing plant faced high reject rates due to surface flaws. After tightening controls on coil thickness, increasing frequency of roller calibration, and improving line speed management for their Tr4 color steel metal roof trapezoidal roll forming machines, defect rates fell by over 60% in one quarter.
Conclusion
When you focus on thickness, roller accuracy, speed, and lubrication, consistent quality and fewer rejections become standard in roll-formed roofing sheet manufacturing. Ongoing vigilance and process reviews make all the difference.
READ MORE: